The die stamping press is the physical heart of sheet metal forming. Everything else in a stamping operation — the tooling, the material, the process controls — is designed to work with or around what the press can do. Understanding press technology isn't just for engineers; procurement teams, quality managers, and operations planners who understand the difference between press types make better sourcing decisions.
Types of Die Stamping Presses
Mechanical Presses
Mechanical presses use a crankshaft or eccentric mechanism to drive the ram. They're fast, energy-efficient for their output, and well-suited for high-volume production of parts that require a specific stroke length. The limitation is that mechanical presses deliver full force only at the bottom of the stroke, which constrains their use for certain deep drawing or progressive forming applications.
Hydraulic Presses
Hydraulic presses apply force through hydraulic cylinders, giving them the ability to deliver full tonnage throughout the stroke. This makes them more flexible for deep drawing, forming thick materials, and operations where controlled ram speed matters. They're slower than mechanical presses, which makes them less economical for very high-volume runs of small parts.
Servo Presses
Servo presses represent the most significant advancement in press technology in recent decades. They use servo motor drives rather than a fixed flywheel, which means the ram motion profile — speed, direction, dwell time, oscillation — can be programmed freely. Electronic components suppliers in India and globally are increasingly investing in servo press technology for precision connector and terminal production.
Press Tonnage and Bed Size
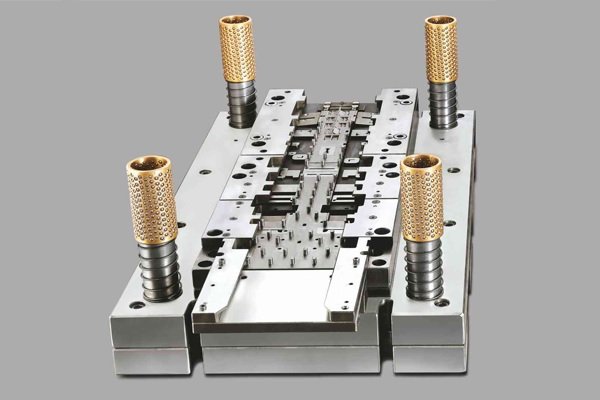
Tonnage is the maximum force the press can apply. Matching tonnage to the application requires understanding the total cutting and forming forces required by the die, with a margin for die protection. Oversizing press tonnage is safer but wastes energy; undersizing causes mechanical failures and quality problems. Bed size must accommodate the die footprint with clearance — and for progressive dies, must allow proper strip feeding from the front to the back of the press.
Feed Systems and Coil Handling
For progressive and transfer stamping, the material feed system is integral to press performance. Roll feeds deliver strip stock from a coil through the press at precise intervals keyed to press speed. Feed accuracy directly affects part-to-part consistency in progressive dies. Electronic components suppliers in India running high-speed production for contacts and terminals typically use servo roll feeds synchronized with the press drive for maximum accuracy.
Press Maintenance and Die Protection
A die stamping press running a precision die without die protection is an accident waiting to happen. Die protection systems use force monitoring, sensor feedback, and electronic limit switches to detect abnormal conditions — strip misfeed, stuck slug, double blank — and stop the press before a die crash occurs. The cost of a die crash in a complex progressive die can reach into six figures when rework and lost production are factored in.
Understanding what your stamping supplier's press equipment can actually do — not just what's listed on their capability sheet — is one of the most valuable assessments you can make as a buyer. Electronic components suppliers in India running high-speed production for contacts and terminals typically use servo roll feeds synchronized with the press drive for maximum accuracy. The cost of a die crash in a complex progressive die can reach into six figures when rework and lost production are factored in.